
摘要 随着汽运散装粮食入库的比例越来越大,固定式粮食扦样机的使用也越来越普遍。与手动套管式扦样器相比,固定式自动扦样机具有取样时间短、操作方便、节省人力、操作安全等特点。通过比较二者取样后的粮食检验结果,虽然固定式粮食扦样机还存在一些不足之处,但其优点显而易见。制定出科学合理易于操作的散装车辆扦样标准规程或指导意见势在必行。
关键词 粮食扦样机;散装粮食;杂质;粮食质量
近年来,随着我国粮食行业“四散”(散装、散卸、散运、散储)的普及,在储备粮轮换中,汽运散装所占的比例越来越大。以我库为例,2005年以前,轮换入库的粮食全部是包装到库,拆包散卸,工作量大,包装成本高。经历了2006-2007的过渡期以后,自2008年起,到库的粮食全部是汽运散装。相比之下,散装运输的粮食装车、卸车机械化程度加大,成本降低、卸车时间缩短。随着运输方式的转变,粮食验质入库工作的扦样工具也随之发生了变化,由包装粮食扦样器过渡到手动套管扦样器和电动吸式扦样器。
在使用过程中,手动套管扦样器存在着明显的的不足:费时费力,易夹破粮粒,且不能扦取到车厢下部套管最下开口以下粮层的粮食,样品的代表性有一定的欠缺。尤其是扦样人员在车厢顶部作业也具有一定的安全隐患。对于每年粮食轮换量占库存量20%-25%的储备库来说,抽样工作量大,许多储备库安装了更为自动化的固定式粮食扦样机。固定式扦样机的优点显而易见:解决了扦样环节中工作人员的人身安全隐患问题,扦样耗时缩短,操作使用上更为省力方便。
近年来,粮食收购市场化,粮食经纪人为降低运输成本,到库验质的粮食单车数量渐趋增大(60吨左右)。传统收割晾晒方式的转变带来的新的问题是:粮食用联合收割机收割后,直接装车买卖,省略了原来的整理过程,导致运送到库的粮食中大型杂质偏多,对入库过程中过筛整理的环节提出了更高的要求。所以在目前,归属于电动扦样器的固定式扦样机普及使用的工作环境下,如何扦取到汽运散装粮食有代表性的样品,使检验结果(尤其是杂质)更加真实、准确,,指导清理入库过程,保证入库粮食质量是值得粮食工作者关注和研究的课题。
在我库安装了YL-01型固定式粮食扦样机后,结合我库粮食轮换(主要是小麦),本人在汽运散装粮食的扦样代表性、杂质结果偏离等方面进行了一些初步的探索,在此与各位同行一起探讨和研究。
1 材料和方法
1.1 仪器设备
YL-01型固定式粮食扦样机;
手动套管扦样器(自制):φ2.8cm,长3.5m,4开口;
电动粮食深层扦样器:长1.5m管*4节;
试验车辆:
选取本地区最常见的一种大型改装拖拉机:车厢长13-14m、高3m左右,车身自重18-20吨,装载量60-70吨。
试验仓房:
20号仓,于2011.5.16-5.28轮换入库。共计35车次。
1.2 试验方法与结果
(1)粮食入库检验中,按GB5491分区设点的原则,将车厢按图1分为两区,设8个点。分别用手动套管扦样器和粮食扦样机在同一位置扦取样品。车厢四周的点距厢体30cm。对扦取的单车样品进行质量指标检验。检验结果见表1。对选取的9个车次的检验结果进行分析,见表2.
图1 车厢分区设点图

表1 手动套管扦样和扦样机样品的质量指标
表2 手动套管和扦样机样品质量指标结果比较
注:表中的平均值均为算术平均数。
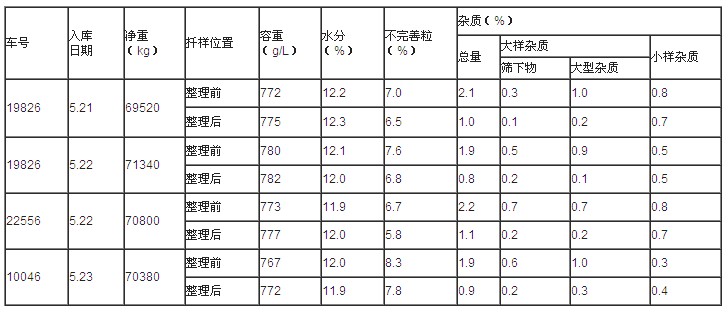
(2)选取9辆试验车辆中的4辆,在卸粮现场分别进行整理前取样和整理后取样。清理设备为溜筛和振动筛以及麦秆清理机(风机)的组合。设计流动粮食取样方案如下:每10min用取样铲取样一次,每次的样品量400g-500g,总样品量约5Kg左右,与入库检验时抽取的样品量相当。整理前和整理后样品分别进行质量指标的检验,结果见表3。
表3 整理前和整理后流动取样样品的质量指标
(3)每个试验车辆卸车结束后分别收集该车筛理出来的各类型杂质。筛理出的杂质分为三个类别:筛下物,即泥砂、草籽等小型杂质;筛上物,即大型杂质;在风机作用下飘到距输送机3-4米处的轻杂。将这三个类型的杂质进行装包称重,计算杂质比例值,见表5。
表5 整理出的杂质称重比例
(4)20号仓完成轮换入库任务后,平整粮面,按照分区设点的原则,参照《2009年全国清仓查库检查办法》附录3-1中散装粮食扦样布点原则进行全仓综合抽样。质量指标见表6。
表6 20#仓综合抽样检验结果
注:整理设备除杂率=4个试验车筛理出的杂质质量之和/4车净重之和 *100,用来代表整仓的设备除杂率。
入库检验杂质率为利用固定式扦样机扦取的该仓入库的35车粮食杂质算术平均数。
2 效果评价
(1)由表1和表2可以看出,两种扦样方式在容重、水分、不完善粒这三项质量指标上基本一致,杂质项的差距较大。自动扦样机的样品杂质总量比手动套管扦样的样品杂质总量高0.40%,这种差别主要表现在大样杂质项上,尤其是筛下物结果的差异上,小样杂质即并肩杂的差别不大。
分析引起这种差距的主要原因是:经过一定距离的运输颠簸,车厢下部的泥砂等杂质相对装车时有所偏大,在手动套管扦样器插到汽车车厢底部的情况下,最下面的开口距底板还有10cm的距离,无法扦取到最下层的泥土、草籽等杂质。况且,在人工抽样过程中,由于粮食的阻力较大,这种抽样方式比较费力,很难保证每个扦样点扦样杆都能完全抵达车厢底板。另一方面,在扦样器里的样品往接收容器转移的过程中,一部分细小尘土很容易在风力的影响下吹走,所以,这种扦样方式的样品代表性有一定的偏离。而自动扦样机的扦样杆,在电力的作用下可以直达车厢底部,有效的扦取到底层样品。自动扦样机的样品从抽取到混合的过程都是封闭的,尘土的损失比较小。同时扦样杆在粮层从上到下的运动过程中,在电动抽风的作用下,气流在吸取粮食的同时,泥土等细小杂质更多的进入到样品中,又会导致筛下物结果偏高。
在目前粮食卖方市场的形势下,存在着个别粮食经济人把泥土掺到粮食中牟利的现象,利用自动扦样机的这一特点,可以在入库验质环节得到及时有效的识别和处理。如果杂质中筛下物比例过高,就可以判断有掺杂使假的可能,需要采取措施进一步确认。以往这种的情况一般在卸粮现场才能够发现,自动扦样机的应用有效的遏制了掺杂使假的现象,加快了工作进程,提高了工作效率。
(2)从表3的结果可以看出,经过过筛整理,入库的小麦质量均有不同程度的提高,杂质项达到了入库标准。个别车辆可能由于杂质量过大而略微超标,但不影响整仓的综合结果。在实际工作中,可以根据筛后杂质率这一指标的高低来调整筛理设备的组合,保证入库粮食质量达到储备粮入库质量标准。
(3)从表4可以看出,与手动套管扦样机相比,自动扦样机扦取的样品杂质总量与筛理前的杂质总量更为接近。我们认为,每车粮食在卸粮现场筛理前定时定量取得的样品,最能代表该车粮食的质量情况。具体分析:自动扦样机的筛下物比率比筛理前筛下物比率高出0.3%,说明自动扦样机扦取的样品中筛下物比例比实际情况要偏大一些。大型杂质比率比筛理前的大型杂质比率低0.59%,说明自动扦样机在大型杂质的扦取上有一定的局限性,无法扦取到该类型的杂质。同样,该局限性也存在于手动套管的扦样方式中。随着近年来粮食中大型杂质逐渐增多,自动扦样机扦取的样品杂质比实际情况偏低的这种缺陷暴露的更为突出。
(4)从表3和表5可以看出:4辆试验车粮食的筛理后杂质总量加上筛理出的杂质总量两项之和与筛理前杂质总量相差不大,差值在0.11%-0.20%之间。经过分析两者之间的细小差距可能与风力作用有关,卸车过程中部分尘土与麦糠等杂质随着风力飘散到空中无法做到全部收集。
(5)理论上,粮食入库检验杂质率应等于仓内杂质率加整理设备除杂率,但从表2-6可以看出,等式并不成立。粮食入库检验杂质率比两者之和小0.26%。除去风力影响的因素,该差值从另一方面也能说明自动扦样机扦取的样品的杂质比实际结果偏低,样品的代表性仍存在一定不足。
3 结语
(1)通过以上进行的初步探索,可以看出,在储备库粮食轮换工作中,自动扦样机在入库验质的取样环节不但降低了劳动强度,缩短劳动时间,还增加了安全生产系数,是一项值得推广的装备。但同时,该设备也存在着一定的不足,在样品的代表性上,并肩杂质代表性尚可,大型杂质项的结果较真实情况有所偏低。建议在自动扦样机的设计与制造上进一步的完善与改进。但是同时我们知道,大型杂质进入抽样管势必造成管道的堵塞,这个问题通过设备改进得以解决的可能性不大,只能是略微改进,需要进一步的加以研究。
(2)由于条件所限,只针对汽运散装小麦进行了试验,结果的普遍适用性还有待进一步验证。建议粮食行业的同行们根据本地区、本单位的特点进一步研究和探索,力求通过大量的试验和科学的数据分析争取得到针对不同粮食品种的结论。
(3)建议自动扦样机扦样时,除了根据车辆大小进行分区设点以外,可以适当增加扦取的点,根据实际工作情况,灵活应变,及时识别储备粮轮换入库工作中掺杂使假的情况,保证入库粮食质量,保障社会效益和企业经济效益。
(4) GB5491中明确规定,电动式扦样器不适于杂质检验。但是,自动扦样机的应用是大势所趋。目前,粮食收购和轮换工作中,车载散装粮食入库比例越来越大,而在扦样方面还没有制定出具体的规定。各地区、各单位的操作流程存在着很大的差别。制定出科学合理的、易于操作的散装车辆扦样标准规程或者指导意见势在必行。
参考文献:
【1】臧波,杨春林,路向华,等.散装粮电动扦样器的改造利用【J】.粮食加工,2007(6):71-72.
关键词 粮食扦样机;散装粮食;杂质;粮食质量
近年来,随着我国粮食行业“四散”(散装、散卸、散运、散储)的普及,在储备粮轮换中,汽运散装所占的比例越来越大。以我库为例,2005年以前,轮换入库的粮食全部是包装到库,拆包散卸,工作量大,包装成本高。经历了2006-2007的过渡期以后,自2008年起,到库的粮食全部是汽运散装。相比之下,散装运输的粮食装车、卸车机械化程度加大,成本降低、卸车时间缩短。随着运输方式的转变,粮食验质入库工作的扦样工具也随之发生了变化,由包装粮食扦样器过渡到手动套管扦样器和电动吸式扦样器。
在使用过程中,手动套管扦样器存在着明显的的不足:费时费力,易夹破粮粒,且不能扦取到车厢下部套管最下开口以下粮层的粮食,样品的代表性有一定的欠缺。尤其是扦样人员在车厢顶部作业也具有一定的安全隐患。对于每年粮食轮换量占库存量20%-25%的储备库来说,抽样工作量大,许多储备库安装了更为自动化的固定式粮食扦样机。固定式扦样机的优点显而易见:解决了扦样环节中工作人员的人身安全隐患问题,扦样耗时缩短,操作使用上更为省力方便。
近年来,粮食收购市场化,粮食经纪人为降低运输成本,到库验质的粮食单车数量渐趋增大(60吨左右)。传统收割晾晒方式的转变带来的新的问题是:粮食用联合收割机收割后,直接装车买卖,省略了原来的整理过程,导致运送到库的粮食中大型杂质偏多,对入库过程中过筛整理的环节提出了更高的要求。所以在目前,归属于电动扦样器的固定式扦样机普及使用的工作环境下,如何扦取到汽运散装粮食有代表性的样品,使检验结果(尤其是杂质)更加真实、准确,,指导清理入库过程,保证入库粮食质量是值得粮食工作者关注和研究的课题。
在我库安装了YL-01型固定式粮食扦样机后,结合我库粮食轮换(主要是小麦),本人在汽运散装粮食的扦样代表性、杂质结果偏离等方面进行了一些初步的探索,在此与各位同行一起探讨和研究。
1 材料和方法
1.1 仪器设备
YL-01型固定式粮食扦样机;
手动套管扦样器(自制):φ2.8cm,长3.5m,4开口;
电动粮食深层扦样器:长1.5m管*4节;
试验车辆:
选取本地区最常见的一种大型改装拖拉机:车厢长13-14m、高3m左右,车身自重18-20吨,装载量60-70吨。
试验仓房:
20号仓,于2011.5.16-5.28轮换入库。共计35车次。
1.2 试验方法与结果
(1)粮食入库检验中,按GB5491分区设点的原则,将车厢按图1分为两区,设8个点。分别用手动套管扦样器和粮食扦样机在同一位置扦取样品。车厢四周的点距厢体30cm。对扦取的单车样品进行质量指标检验。检验结果见表1。对选取的9个车次的检验结果进行分析,见表2.
图1 车厢分区设点图
|
表1 手动套管扦样和扦样机样品的质量指标
| 车号 | 入库日期 | 净重(kg) | 扦样方式 |
容重 (g/L) |
水分 (%) |
不完善粒 (%) |
杂质(%) | |||
| 总量 | 大样杂质 | 小样杂质 | ||||||||
| 筛下物 | 大型杂质 | |||||||||
| 20389 | 5.16 | 62220 | 扦样机 | 788 | 11.5 | 7.6 | 1.7 | 0.6 | 0.2 | 0.9 |
| 手动套管 | 790 | 11.5 | 7.8 | 1.4 | 0.2 | 0.4 | 0.8 | |||
| 70545 | 5.18 | 62140 | 扦样机 | 776 | 12.1 | 7.4 | 1.9 | 0.7 | 0.4 | 0.8 |
| 手动套管 | 776 | 12.2 | 7.8 | 1.5 | 0.4 | 0.4 | 0.7 | |||
| 19826 | 5.21 | 69520 | 扦样机 | 773 | 12.2 | 6.9 | 1.7 | 0.5 | 0.4 | 0.8 |
| 手动套管 | 775 | 12.3 | 7.3 | 1.5 | 0.2 | 0.5 | 0.8 | |||
| 70545 | 5.21 | 64860 | 扦样机 | 785 | 12.2 | 6.5 | 2.0 | 0.6 | 0.2 | 1.2 |
| 手动套管 | 786 | 12.4 | 6.6 | 1.4 | 0.2 | 0.3 | 0.9 | |||
| 19826 | 5.22 | 71340 | 扦样机 | 781 | 12.0 | 7.4 | 1.7 | 0.8 | 0.3 | 0.6 |
| 手动套管 | 780 | 11.9 | 7.7 | 1.3 | 0.2 | 0.4 | 0.7 | |||
| 22556 | 5.22 | 70800 | 扦样机 | 774 | 11.9 | 6.4 | 1.9 | 1.1 | 0.2 | 0.6 |
| 手动套管 | 776 | 11.8 | 6.5 | 1.4 | 0.4 | 0.2 | 0.8 | |||
| 10046 | 5.23 | 70380 | 扦样机 | 768 | 12.0 | 8.2 | 1.4 | 0.9 | 0.3 | 0.2 |
| 手动套管 | 770 | 12.1 | 8.6 | 0.9 | 0.3 | 0.2 | 0.4 | |||
| 19826 | 5.23 | 68680 | 扦样机 | 778 | 12.1 | 7.8 | 1.8 | 0.8 | 0.2 | 0.8 |
| 手动套管 | 780 | 12.1 | 7.8 | 1.4 | 0.2 | 0.2 | 1.0 | |||
| 70545 | 5.23 | 63180 | 扦样机 | 778 | 12.0 | 8.0 | 1.6 | 0.7 | 0.2 | 0.7 |
| 手动套管 | 780 | 12.2 | 7.9 | 1.3 | 0.4 | 0.3 | 0.6 | |||
表2 手动套管和扦样机样品质量指标结果比较
 扦样方式 扦样方式质量指标 |
手动套管 | 扦样机 | ||
| 平均容重(g/L) | 779 | 778 | ||
| 平均水分(%) | 12.1 | 12.2 | ||
| 平均不完善粒(%) | 7.6 | 7.4 | ||
|
各项杂质 平均值(%) |
总量 | 1.34 | 1.74 | |
| 大样杂质 | 筛下物 | 0.28 | 0.75 | |
| 大型杂质 | 0.32 | 0.27 | ||
| 小样杂质 | 0.74 | 0.72 | ||
(2)选取9辆试验车辆中的4辆,在卸粮现场分别进行整理前取样和整理后取样。清理设备为溜筛和振动筛以及麦秆清理机(风机)的组合。设计流动粮食取样方案如下:每10min用取样铲取样一次,每次的样品量400g-500g,总样品量约5Kg左右,与入库检验时抽取的样品量相当。整理前和整理后样品分别进行质量指标的检验,结果见表3。
表3 整理前和整理后流动取样样品的质量指标
整理前和整理后及不同的扦样方式的样品质量指标平均结果进行比较,见表4。
表4 整理前和整理后及不同的扦样方式样品质量指标结果
表4 整理前和整理后及不同的扦样方式样品质量指标结果
|
质量指标 |
整理前 | 整理后 | 手动套管 | 扦样机 | ||
| 平均容重(g/L) | 773 | 777 | 773 | 775 | ||
| 平均水分(%) | 12.0 | 12.0 | 12.1 | 12.0 | ||
| 平均不完善粒(%) | 7.4 | 6.7 | 7.5 | 7.3 | ||
|
各项 杂质 平均 值(%) |
总量 | 2.02 | 0.95 | 1.27 | 1.68 | |
| 大样杂质 | 筛下物 | 0.53 | 0.18 | 0.28 | 0.83 | |
| 大型杂质 | 0.89 | 0.20 | 0.32 | 0.30 | ||
| 小样杂质 | 0.60 | 0.57 | 0.67 | 0.55 | ||
表5 整理出的杂质称重比例
| 车号 | 入库日期 | 净重 |
杂质总量 比例(%) |
筛下物 比例(%) |
大型杂质 比例(%) |
轻杂 比例(%) |
| 19826 | 5.21 | 69520 | 0.98 | 0.27 | 0.36 | 0.35 |
| 19826 | 5.22 | 71340 | 0.90 | 0.25 | 0.33 | 0.32 |
| 22556 | 5.22 | 70800 | 0.95 | 0.38 | 0.27 | 0.30 |
| 10046 | 5.23 | 70380 | 0.89 | 0.25 | 0.44 | 0.20 |
| 算术平均值 | 0.93 | 0.29 | 0.35 | 0.29 |
表6 20#仓综合抽样检验结果
| 仓号 | 入库时间 | 全仓综合样品质量指标 | 整理设备除杂率(%) | 整理除杂率+仓内杂质率(%) | 入库检验杂质率(%) | |||
|
容重 (g/L) |
水分 (%) |
不完善粒 (%) |
杂质 (%) |
|||||
| 20 | 2011.5.16-5.23 | 778 | 12.1 | 6.6 | 1.0 | 0.93 | 1.93 | 1.67 |
入库检验杂质率为利用固定式扦样机扦取的该仓入库的35车粮食杂质算术平均数。
2 效果评价
(1)由表1和表2可以看出,两种扦样方式在容重、水分、不完善粒这三项质量指标上基本一致,杂质项的差距较大。自动扦样机的样品杂质总量比手动套管扦样的样品杂质总量高0.40%,这种差别主要表现在大样杂质项上,尤其是筛下物结果的差异上,小样杂质即并肩杂的差别不大。
分析引起这种差距的主要原因是:经过一定距离的运输颠簸,车厢下部的泥砂等杂质相对装车时有所偏大,在手动套管扦样器插到汽车车厢底部的情况下,最下面的开口距底板还有10cm的距离,无法扦取到最下层的泥土、草籽等杂质。况且,在人工抽样过程中,由于粮食的阻力较大,这种抽样方式比较费力,很难保证每个扦样点扦样杆都能完全抵达车厢底板。另一方面,在扦样器里的样品往接收容器转移的过程中,一部分细小尘土很容易在风力的影响下吹走,所以,这种扦样方式的样品代表性有一定的偏离。而自动扦样机的扦样杆,在电力的作用下可以直达车厢底部,有效的扦取到底层样品。自动扦样机的样品从抽取到混合的过程都是封闭的,尘土的损失比较小。同时扦样杆在粮层从上到下的运动过程中,在电动抽风的作用下,气流在吸取粮食的同时,泥土等细小杂质更多的进入到样品中,又会导致筛下物结果偏高。
在目前粮食卖方市场的形势下,存在着个别粮食经济人把泥土掺到粮食中牟利的现象,利用自动扦样机的这一特点,可以在入库验质环节得到及时有效的识别和处理。如果杂质中筛下物比例过高,就可以判断有掺杂使假的可能,需要采取措施进一步确认。以往这种的情况一般在卸粮现场才能够发现,自动扦样机的应用有效的遏制了掺杂使假的现象,加快了工作进程,提高了工作效率。
(2)从表3的结果可以看出,经过过筛整理,入库的小麦质量均有不同程度的提高,杂质项达到了入库标准。个别车辆可能由于杂质量过大而略微超标,但不影响整仓的综合结果。在实际工作中,可以根据筛后杂质率这一指标的高低来调整筛理设备的组合,保证入库粮食质量达到储备粮入库质量标准。
(3)从表4可以看出,与手动套管扦样机相比,自动扦样机扦取的样品杂质总量与筛理前的杂质总量更为接近。我们认为,每车粮食在卸粮现场筛理前定时定量取得的样品,最能代表该车粮食的质量情况。具体分析:自动扦样机的筛下物比率比筛理前筛下物比率高出0.3%,说明自动扦样机扦取的样品中筛下物比例比实际情况要偏大一些。大型杂质比率比筛理前的大型杂质比率低0.59%,说明自动扦样机在大型杂质的扦取上有一定的局限性,无法扦取到该类型的杂质。同样,该局限性也存在于手动套管的扦样方式中。随着近年来粮食中大型杂质逐渐增多,自动扦样机扦取的样品杂质比实际情况偏低的这种缺陷暴露的更为突出。
(4)从表3和表5可以看出:4辆试验车粮食的筛理后杂质总量加上筛理出的杂质总量两项之和与筛理前杂质总量相差不大,差值在0.11%-0.20%之间。经过分析两者之间的细小差距可能与风力作用有关,卸车过程中部分尘土与麦糠等杂质随着风力飘散到空中无法做到全部收集。
(5)理论上,粮食入库检验杂质率应等于仓内杂质率加整理设备除杂率,但从表2-6可以看出,等式并不成立。粮食入库检验杂质率比两者之和小0.26%。除去风力影响的因素,该差值从另一方面也能说明自动扦样机扦取的样品的杂质比实际结果偏低,样品的代表性仍存在一定不足。
3 结语
(1)通过以上进行的初步探索,可以看出,在储备库粮食轮换工作中,自动扦样机在入库验质的取样环节不但降低了劳动强度,缩短劳动时间,还增加了安全生产系数,是一项值得推广的装备。但同时,该设备也存在着一定的不足,在样品的代表性上,并肩杂质代表性尚可,大型杂质项的结果较真实情况有所偏低。建议在自动扦样机的设计与制造上进一步的完善与改进。但是同时我们知道,大型杂质进入抽样管势必造成管道的堵塞,这个问题通过设备改进得以解决的可能性不大,只能是略微改进,需要进一步的加以研究。
(2)由于条件所限,只针对汽运散装小麦进行了试验,结果的普遍适用性还有待进一步验证。建议粮食行业的同行们根据本地区、本单位的特点进一步研究和探索,力求通过大量的试验和科学的数据分析争取得到针对不同粮食品种的结论。
(3)建议自动扦样机扦样时,除了根据车辆大小进行分区设点以外,可以适当增加扦取的点,根据实际工作情况,灵活应变,及时识别储备粮轮换入库工作中掺杂使假的情况,保证入库粮食质量,保障社会效益和企业经济效益。
(4) GB5491中明确规定,电动式扦样器不适于杂质检验。但是,自动扦样机的应用是大势所趋。目前,粮食收购和轮换工作中,车载散装粮食入库比例越来越大,而在扦样方面还没有制定出具体的规定。各地区、各单位的操作流程存在着很大的差别。制定出科学合理的、易于操作的散装车辆扦样标准规程或者指导意见势在必行。
参考文献:
【1】臧波,杨春林,路向华,等.散装粮电动扦样器的改造利用【J】.粮食加工,2007(6):71-72.
